In an effort to optimize chemical synthesis processes, manufacturers are deploying new technologies such as continuous flow chemistry systems. The benefits of continuous flow reactions significantly surpass batch reactions and include improved product throughput and yield, easier scalability, better temperature control, and a safer manufacturing process. Determining the optimal conditions of a flow reaction is crucial to ensure not only the highest yield of the compound of interest, but also to minimize the formation of secondary products that may necessitate isolation or purification steps on the final product. As part of flow reaction development, the final product reaction kinetics are characterized with respect to temperature, pressure, coil residence time, and reactant stoichiometry. However, this information is typically obtained post-reaction by liquid chromatography (LC) analysis, making the development process non continuous and often time-consuming. Offline analysis can compromise the results, as the aliquots may continue to react or may be altered because of exposure to air. To improve development timelines and quantitative reliability, it is advantageous to deploy an online monitoring technique. Spectroscopic or UV methods have been used to acquire quantitative information about the main product. However, these methods yield little quantitative information about low-level impurities or intermediates, and the kinetics of formation. By employing a quantitative separation technique such as online LC, information can be revealed about the final product and low-level impurities while, simultaneously, automating the flow reaction optimization. Additionally, greater understanding of a reaction improves the scale-up process to manufacturing. This ensures maximum yield and purity.
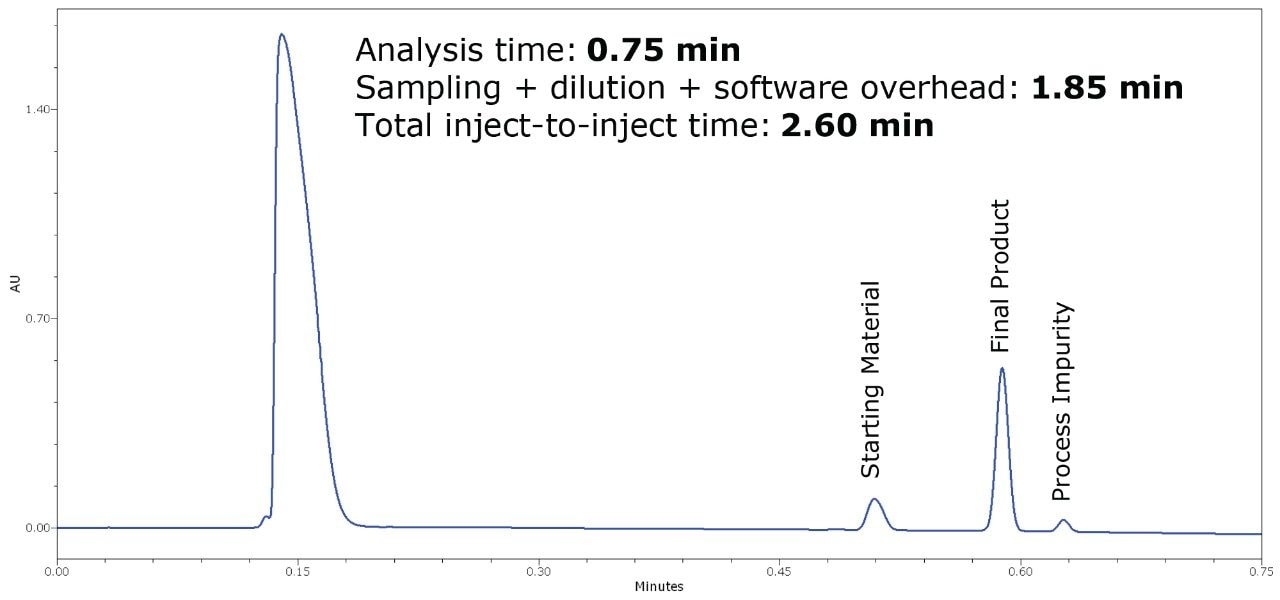
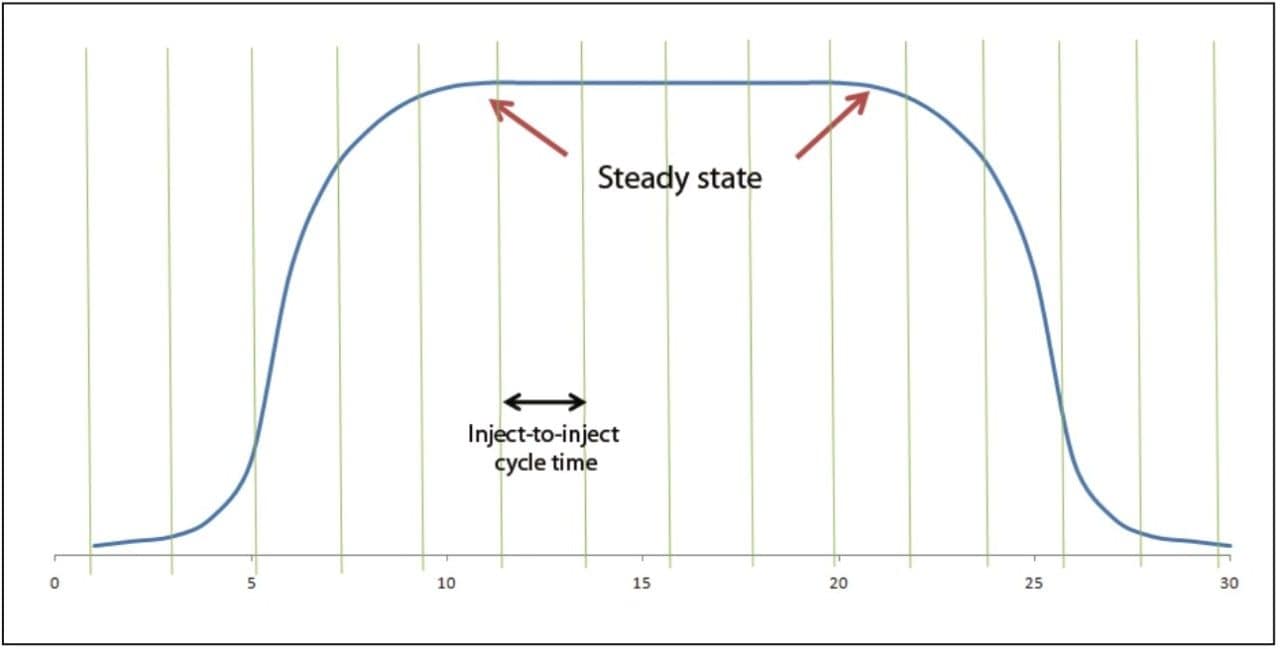
The benefits of UltraPerformance LC (UPLC) are well suited to monitoring the optimization of flow reactions. This chromatographic technique provides better resolution, sensitivity, and throughput. As the diameter of the particles in a chromatographic column decreases, the efficiency achieved for an analytical separation increases. Additionally, with the smaller particle size, the optimized linear velocity for that separation increases. Therefore, the chromatographic separation can run much faster without compromising resolution, while providing the inject-to inject cycle times necessary for the technique to be used for Real-TIME LC analysis. This allows the kinetics in the flow reaction to be characterized quickly and accurately, yielding a robust design space for the final reaction conditions.
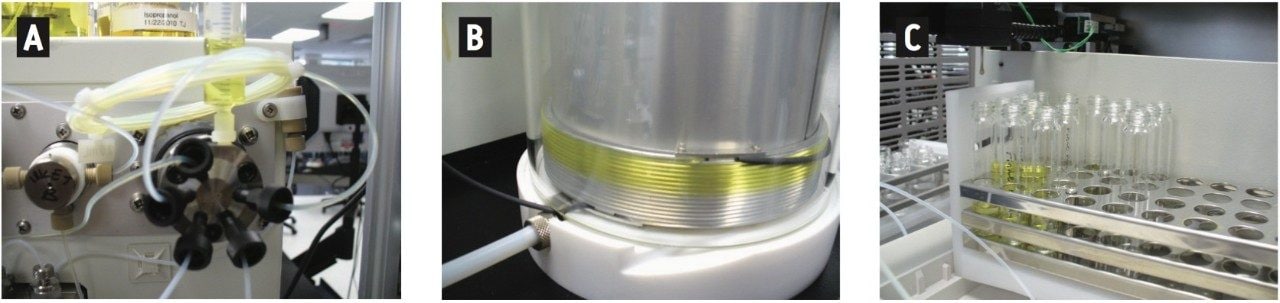
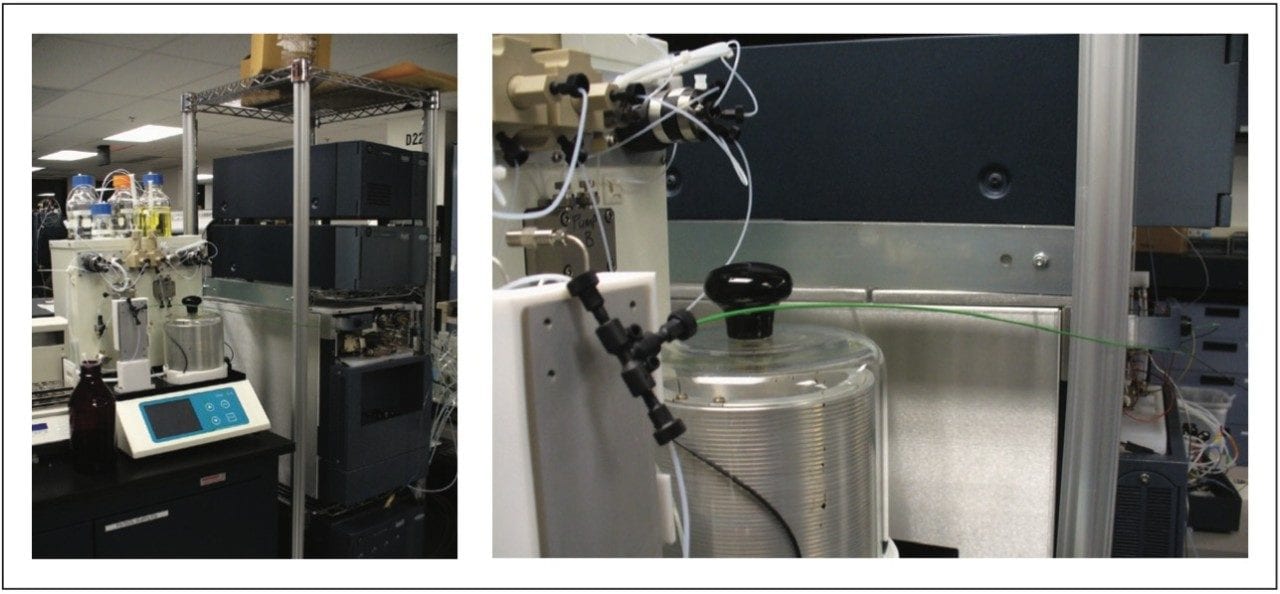
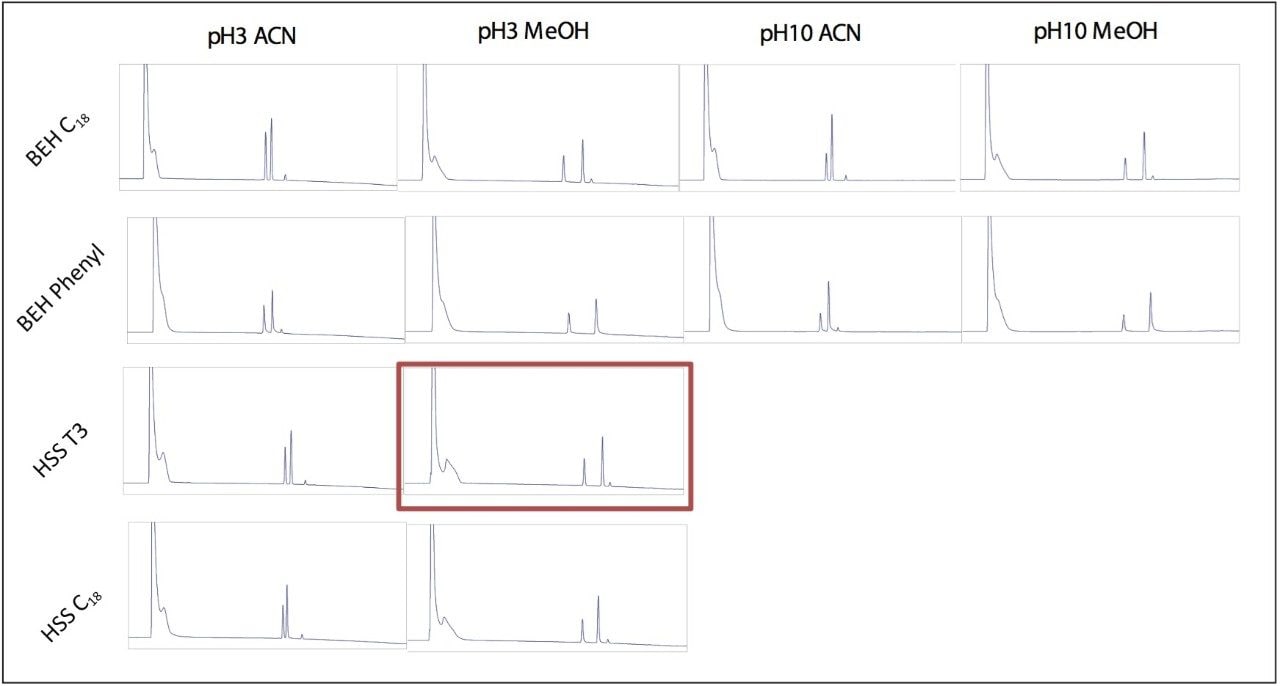
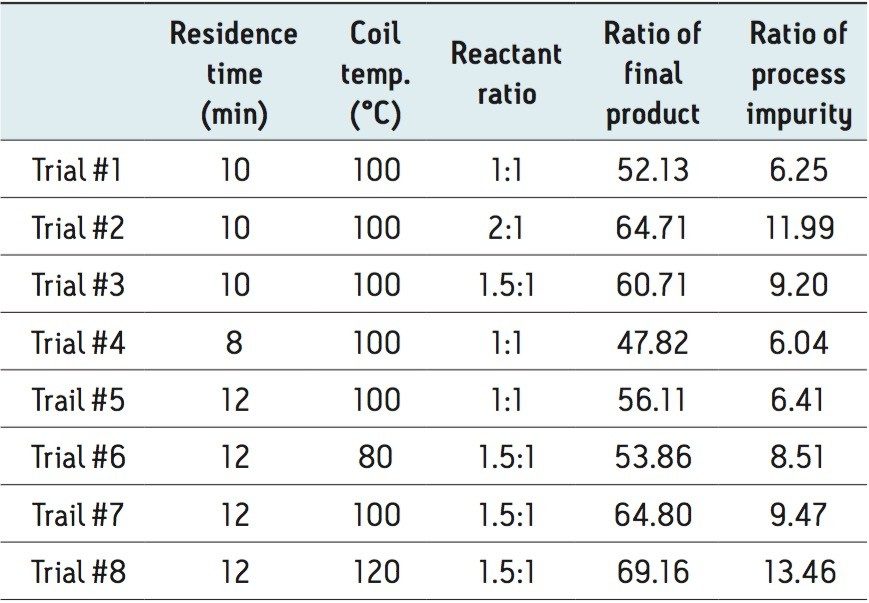
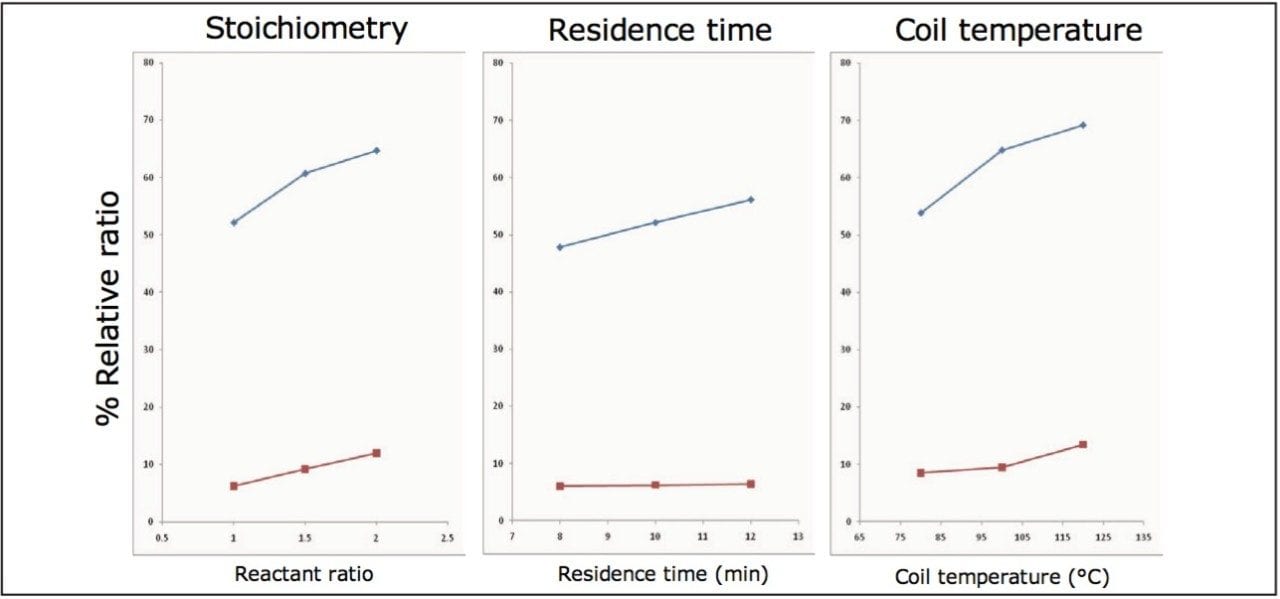
To demonstrate the power of UPLC as an online sensor, the optimization of a continuous flow reaction is described. Deploying UPLC as a sensor for reaction optimization first requires the automated development of an analytical method for monitoring the reaction species. This is accomplished by collecting the effluent from a plug flow reaction and analyzing it using atline analysis. Once the UPLC method conditions are established, the UPLC system is directly configured to the flow reactor for online sampling. The reaction conditions are varied to quantify the impact of each of the variables on the final concentrations of the final product and any possible process impurities. This data is then used to determine the optimal flow reaction conditions. The same analytical UPLC method can be used to monitor the scale-up of the flow reaction from benchtop scale to pilot scale, and finally to manufacturing scale.
The PATROL UPLC Process Analysis System, with automated sample dilution, is designed for online and/or atline UPLC analysis during process method development. All methods are directly transferable to the manufacturing floor.